




铝型材外壳打孔加工要注意什么?
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
您所在的位置: 首页>>新闻资讯>>Kaiyun体育官方入口新闻>>铝型材外壳打孔加工要注意什么?
来源:原创 点击数:1596次 更新时间:2024-07-15
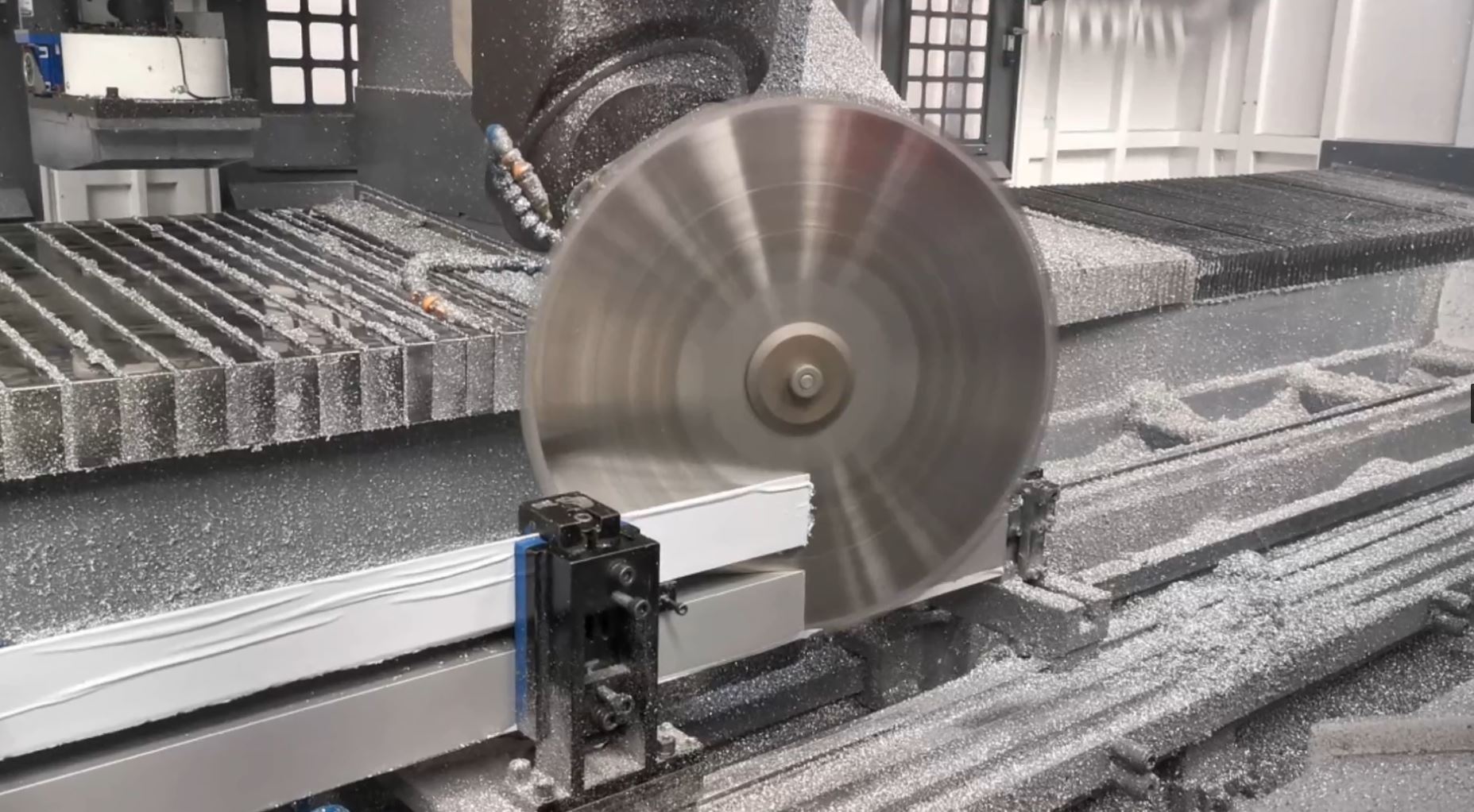
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中,打孔是一道重要工序。那么,铝型材外壳打孔加工都要注意些什么呢?让我们来一起看看吧!

钻头选择:根据铝型材的厚度和孔径要求,选择合适的钻头。钻头材质应选用高速钢或硬质合金,以确保加工质量和效率。
机床选择:选用专用的铝型材加工机床,如数控钻床、激光切割机等,可以提高加工精度和效率。
孔位布局:在设计孔位时,应尽量对称分布,避免局部应力集中,导致型材变形。
孔径大小:孔径过小会增加加工难度,孔径过大则可能导致型材强度下降。应根据实际需求合理选择孔径。
切削速度:铝型材切削速度不宜过快,以免产生过多的热量,导致钻头磨损和铝型材变形。一般建议切削速度在1000-1500米/分钟。
进给速度:进给速度过快会导致钻头与铝型材摩擦加剧,产生热量,影响加工质量。一般建议进给速度在0.05-0.15毫米/转。
冷却润滑:在加工过程中,适当使用冷却液可以降低钻头与铝型材之间的摩擦,延长钻头寿命,提高加工质量。
定位准确:在打孔前,确保铝型材固定牢固,防止在加工过程中产生位移。
逐步进给:在钻孔过程中,采用逐步进给的方式,避免一次性进给过深,导致钻头断裂。
适时退刀:在钻孔完成后,及时退出钻头,避免在孔内停留时间过长,导致孔壁损伤。
孔径检验:使用游标卡尺等量具,检测孔径是否符合要求。
孔位检验:通过对比图纸,检查孔位是否准确。
表面质量检验:观察孔壁是否有毛刺、划痕等缺陷,确保表面光滑。
想要了解更多关于铝型材加工的技术干货和行业动态?关注下方官方公众号【Kaiyun体育官方入口数控科技】,海量资源等你来挖掘!或者点击链接,“型材加工中心”获取更多铝型材加工实用技巧,让你的加工技术更上一层楼!


钢型材加工中心设备作为现代工业生产中的核心工具,广泛应用于建筑、汽车制造、桥梁建设等领域。随着科技的不断进步,钢型材加工中心设备的功能越来越强大,为各行业的制造...

6系铝合金是铝合金材料中较为常见的一种,它以镁和硅为主要合金元素,因其优异的力学性能和良好的可加工性而在工业和生活中广泛应用。

近年来,越来越多的企业开始选择型材加工中心作为其生产环节中的重要设备。为什么型材加工中心如此受欢迎?真相是什么?本文将从多个角度进行深入探讨,揭示越来越多企业选...

在制造业不断升级的今天,型材加工中心已经成为众多企业提高生产效率、保证产品质量的重要设备。如何挑选一款适合的型材加工中心却让许多企业头疼。

在现代制造业中,型材加工中心正以其高效、精准和多功能的特点,迅速成为行业中的“宠儿”。无论是航空航天、汽车制造还是建筑行业,型材加工中心都扮演着至关重要的角色。...

加工中心是现代制造业中常见的数控设备,其加工精度直接关系到产品的质量和生产效率。因此,了解加工中心加工精度是多少以及如何提高精度,对于企业和操作人员来说都至关重...
